在磨削加工玻璃时最常遇到的问题就是崩边量超出范围,那么为什么会产生崩边呢?那就要从玻璃的内部结构说起了。近代玻璃学说有晶子学说、无规则网络学说、高分子学说、五角形对称学说、凝胶学说等,而目前较为盛行的是晶子学说和无规则网络学说。
晶子学说着重于说明玻璃结构的微不均匀性和有序性。
无规则网络学说反映了玻璃内部结构“近程有序,远程无序”的特点。
两种假说自相矛盾却又能各自解释玻璃的性质变化规律,并且经过各位科学家多年来实验论证两种学说的观点正在逐步吻合,现在统一的看法是——玻璃是具有近程有序、远程无序结构特点的无定形物质。
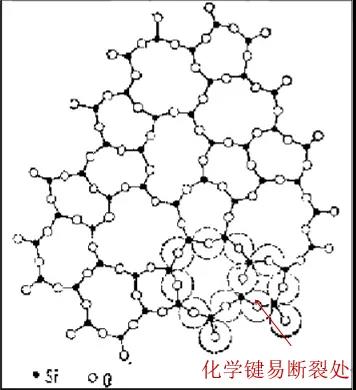
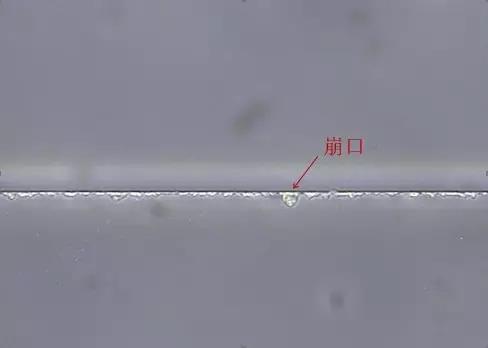
到这里玻璃为什么会产生崩边的答案已经呼之欲出了,是因为玻璃有无定形、不规则的非晶体结构形态,这也就意味着磨削加工玻璃时产生崩边是无可避免的,而且具有随机性。但避免不了的问题不代表不能改善不能优化,在磨削系统中输入决定着输出效果,输入的四大因素有设备、刀具、参数和工件,崩边的产生正是这些因素综合作用的结果,在这里我们重点讨论从刀具方面来改善控制崩边的方法。
对于磨头影响磨削效果的特性有:直径、粒度、槽夹角、跳动(同心度)。
直径
磨头的直径越小,则磨削线速度越低,导致砂面上的单颗磨料磨削量增大,从而使磨削作用力变大,容易产生崩边。因此磨头的直径不宜偏小,应合理设计磨头直径尺寸。
粒度
粒径愈粗,意味着表面的磨料颗粒数目愈少,同样导致磨削时单颗磨料磨削量增大,从而使磨削作用力变大,越容易产生崩边。为使崩边能够有效控制在所需范围,应合理选择砂号粒度。其中,精修粒度的选择尤为重要,若选择使用的砂号未能达到产品的崩边要求,那么很难加工出合格的产品。因此,根据产品的需要选择适当的磨料粒度是应该严格要求的。
槽夹角
精修槽夹角在一定程度上是会影响崩边量的,因为磨头在磨削玻璃时会产生压应力和切应力,而对于崩边作用最大的是切应力,减小槽夹角能够使作用力偏向压应力从而减少崩边。但需要注意的是,槽夹角的减小在一定程度上会影响排屑,因此控制合适的夹角非常重要。
同心度
同心度也就是我们常说的跳动大小,跳动越大,那么磨头也就越不稳定,参与磨削的磨料数随之减少,造成单颗磨料磨削量大,作用力大,致使崩边越容易产生。因此,严格控制磨头的同心度也是重中之重。
至此,相信大家已经知道如何通过控制磨头的特性来改善控制玻璃磨削的崩边了吧?