1、概述
机体是发动机中的重要组成部分,是整个结构中的主体部分,各个零部件的安装都要在机体上进行,需要承受各种应力带来的负载。机体组主要组成部分包括缸体、曲轴箱、缸盖、曲轴、凸轮轴、飞轮等零件组成。
1.1 缸体
在水冷发动机中,通常情况下,缸体和上曲轴箱是铸成一体的,缸体所用材质为一般为灰铸铁或者铝合金,上部的圆柱形空腔为气缸,下半部为支承曲轴的曲轴箱,其内腔为曲轴运动的空间。在缸体内部铸有许多加强筋,冷却水套和润滑油道等。
1.2 气缸盖
汽缸盖安装于缸体的上部,与上部的密封气缸组成燃烧室。在燃烧室运行工况下,汽缸盖会处于高温高压的环境下,由此需要承受较强的负荷,在热力和压力的作用下,会对其造成一定的损坏。为了保护汽缸盖的性能,在内部安置冷却水套进行防护,并且在下端面与缸体间有冷却水孔连接,通过循环冷水来降低燃烧室的温度。
缸盖上还装有进、排气门座,气门导管孔,用于安装进、排气门,还有进气通道和排气通道等。汽油机的缸盖上加工有安装火花塞的孔,而柴油机的缸盖上加工有安装喷油器的孔。顶置凸轮轴式发动机的缸盖上还加工有凸轮轴轴承孔,用以安装凸轮轴。
缸盖所采用的材质对于压缩比有重要的影响,在灰铸铁和铝合金两种材质中,由于铝合金的导热性能较好,能够有效的提高压缩比,所以铝合金汽缸盖应用的比例越来越大。
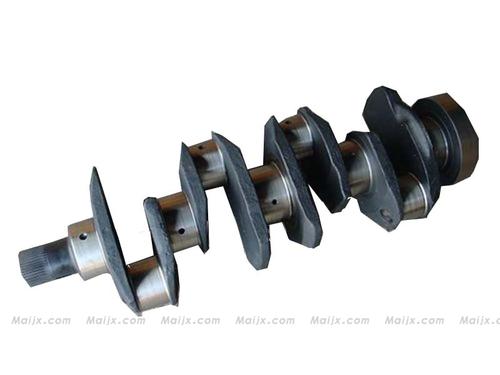
1.3 曲轴
曲轴为发动机中一个重要的旋转零部件,承担着动力转换的关键角色。曲轴在装上连杆后,承接活塞的上下( 往复) 运动转变循环( 旋转) 运动,从而牵动车辆前进。其作用性和对零部件自身的尺寸精度及性能要求特别突出。
曲轴主要有两个重要加工部位:主轴颈和连杆颈。主轴颈被安装在缸体上,连杆颈与连杆大头孔连接,连杆小头孔与汽缸活塞连接,是一个典型的曲柄滑块机构。发动机工作过程就是:活塞经过混合压缩气的燃爆,推动活塞做直线运动,并通过连杆将力传给曲轴,由曲轴将直线运动转变为旋转运动。因此曲轴加工的好坏将直接影响着发动机整体性能的表现。
2、曲轴结构、工程规范
曲轴结构的划分根据发动机而定,发动机是一整套动力输出设备,主要可分为:内燃机、外燃机、电动机三类。
发动机按燃料分为柴油机、汽油机、天然气机;按实现循环分为四冲程发动机和二冲程发动机;按冷却方式分为水冷发动机和风冷发动机;按点火方式分为压缩式发动机和点燃式发动机;按气体混合方式分为外部混合发动机混合发动机;按进气方式分为自然吸气发动机和增压式发动机;按气缸数分为单缸发动机和多缸发动机,其中多缸发动机又分为直列立式、直列卧式、V 型、对置式、H 型、X 型、星型等。而对于曲轴的分类主要分为单缸、3 缸、4 缸、V 型等,顾名思义每个缸数对应曲轴的1 个曲拐( 连杆颈),对应的V 型发动机曲轴分为V6、V8 等。当前国内的汽车主要配置3 缸体、4 缸和V型发动机。
曲轴的材质首先得满足结构设计和加工工艺正确合理,主要是材料强度决定曲轴的体积、重量和寿命。除了曲轴材料的优良机械性能,还要求高耐磨性、耐疲劳性和冲击韧性。当前曲轴的主要材质为球墨铸铁、锻钢,而高强度的球墨铸铁凭借其具备的高强度、高耐磨性及低密度更受市场欢迎。
曲轴的工程规范主要包括曲轴轴颈的材质性能、滚压条件、疲劳强度、尺寸精度、表面粗糙度以及清洁度要求等。材质性能主要通过曲轴的材料以及机械加工过程中的热处理来保证,而对于球墨铸铁材质的曲轴因为材料本身的高耐磨性,一般主机厂都不要求机械加工过程中进行热处理工艺。滚压条件密切联系曲轴的疲劳强度,滚压条件主要根据发动机的设计额定冲击功率和额定负载等决定。
滚压条件分为恒压力滚压和变压力滚压,二者区别在于轴颈滚压时圆周方向的滚压压力是否变化。疲劳强度的另外一个关键因素为材质的机械性能和化学成分。曲轴表面粗糙度决定曲轴磨损情况的好坏,当前国内曲轴的主流表面的粗糙度要求在Ra0.2 或Ra.15。同时在曲轴止推面粗糙度要求Ra0.4 的基础上增加了Tp 值要求,Tp 值的要求相当于模拟汽车在磨合期过后止推面实际承受面积占总面积的百分比。
3、曲轴加工过程中常见问题
曲轴在机加工过程中常见的问题主要有连杆颈宽度超差、轴颈圆度超差、连杆颈相位超差等。其中连杆颈宽度影响连杆的侧隙大小,离合器工作状态会使曲轴向动力输入端移动,如果侧隙过大会造成连杆颈侧面与曲轴连杆颈侧面碰擦,因此在加工过程中需要考虑对该尺寸的重点控制,同时还需要考虑滚压对该宽度尺寸的影响等。轴颈的圆度直接影响轴瓦的局部磨损,该尺寸为曲轴中的一个重要特性。而圆度超差的根本原因分为磨床砂轮动平衡值偏大、磨削工序的定位基准尺寸( 前后中心孔) 不合格、工件夹紧装置问题。遇到该类问题需要逐项原因进行排查和解决。在以上原因排除后,另外一个原因就是磨床自身圆度补偿数据问题。这时需要根据当前圆度值进行圆度修正。现在大多数设备具备该项功能,相对起来操作更加方便。连杆颈相位指连杆颈的角向尺寸,该特性直接影响发动机的做功阶段和输入输出的衔接,因此也是曲轴的一个重要特性。相位超差的根本原因可分为粗精加工定位基准不统一、精加工定位基准质量不稳定。在分析过程中可有针对性地进行排查。
曲轴是在工作过程中,不断承受弯曲应力和扭转应力,且在不同情况下承受其它各种复杂的冲击等。所以,曲轴加工质量的好坏直接影响发动机的整体性能表现。客户群对车辆的质量和动力的要求日益提高,对曲轴的质量也提出了更高和更多的要求。随着中国汽车产业的飞速发展,相应的新工艺、新设备、新材料也不断涌现,市场竞争也越来越激烈。高速、高效加工在曲轴制造业也有相当程度的应用,并成为主要发展方向,相信曲轴制造技术在将来也会有更新、更快的发展。