前言
在半导体相关产品切割领域里,追求更高的效率与更好的切割品质一直是各大工厂着重管控的。
相信行业人员都了解,切割刀片合理应用离不开四项基本条件:设备、工件、刀片、参数,但如果这四项条件都已经达到最佳适配程度的话,还想要提升切割质量可以从什么方向入手呢?
答案——修刀板!
修刀板,就是用来修磨刀片的板子。
修刀的目的:
1. 开刃;
2.调整真圆度;
3.创建容屑槽,增加排屑能力;
具体案例
有一切割QFN的客户,由于现用刀片切割品质不佳,向公司提出优化需求。经公司应用技术部评估客户现有加工条件后,针对加工现状出具了解决方案,大大提高了加工水平,为客户赢得了更多的生产加工订单。
具体案例情况如下,供大家参考。
原加工要求:
毛刺尺寸<50μm;
崩边尺寸<30μm;
优化需求:
毛刺尺寸<15μm;
崩边尺寸<8μm;
设备耗材信息:
机台:DAD321
贴片:150μm厚UV膜
工件信息:
产品:QFN
镀层:表层镀锡
材质:环氧树脂+铜
原刀片信息:SST 58*0.33*40-240#

划切刀片
基本参数
主轴转速(rpm):17000
进给速度(mm/s):60
刀片高度(mm):0.07
优化分析
根据对客户现场加工条件的了解,以及加工QFN工件刀片的适配性,此次提高切割品质的解决方案并没有以调整设备、工件、刀片、参数四项基本条件为入手点。因为观察到原有工艺中,全新刀片安装后是通过切割QFN边框来进行磨刀,并没有专门的修刀工艺,全新刀片初期的切割效果大打折扣,所以建议增加全新刀片使用树脂修刀板进行刀片修磨的专属工艺,以提高全新刀片整体切割质量。
测试阶段
第一阶段:刀片修磨
![]()
修刀板类型:SST-树脂修刀板
修刀板粒度:400#
修刀转速(rpm):17000
修刀进给(mm/s):6
修刀深度(mm):0.5
修刀数(条):5
修刀时间:1min
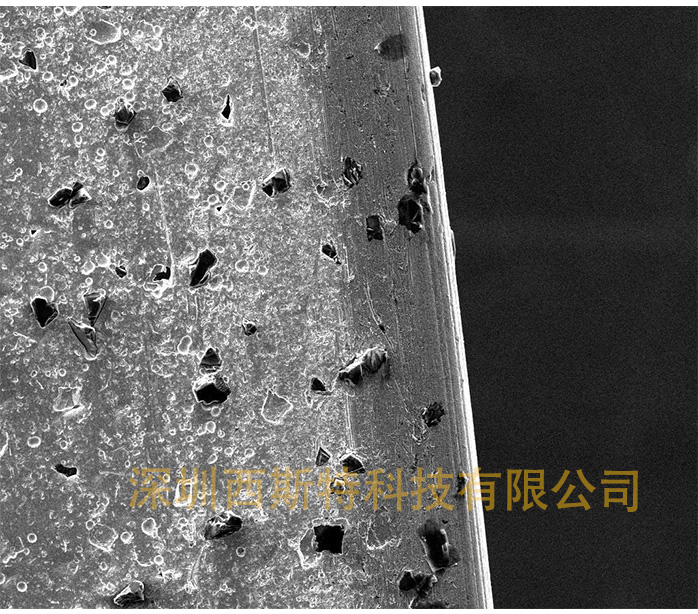
修刀前刀刃表面状态
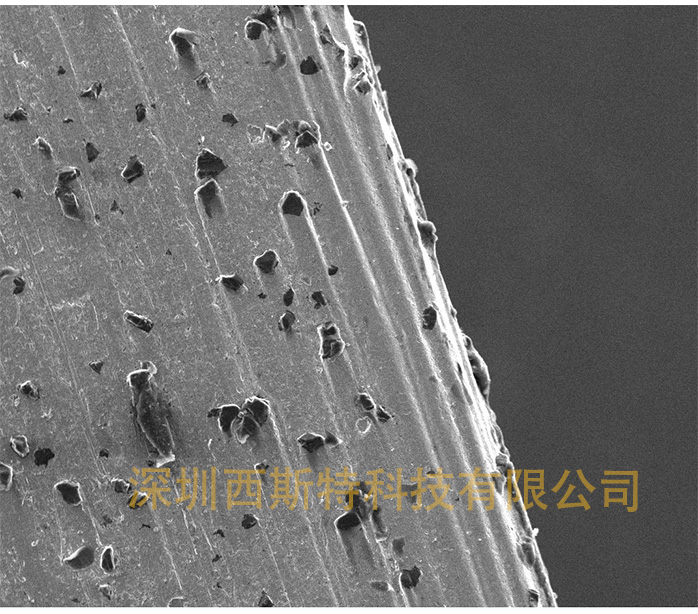
修刀后刀刃表面状态
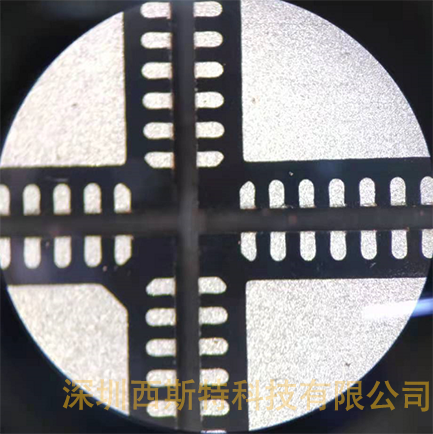
第二阶段:工件切割
主轴转速(rpm):17000
进给速度(mm/s):60
刀片高度(mm):0.07
切割效果对比:
修刀前
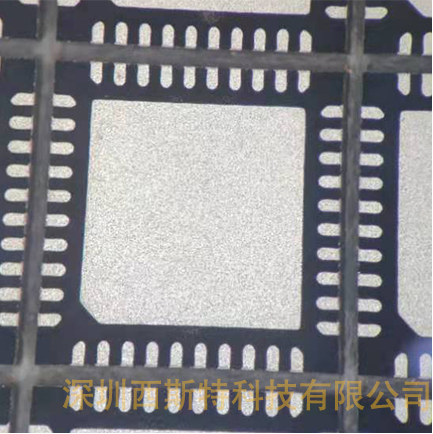
修刀后
测试结果
毛刺尺寸:<10μm
崩边尺寸:<5μm
客户依据公司出具的解决方案调整工艺后,刀片的切割品质实现了较大提升,符合客户目前的生产需求。
★ 总结 ★
在精密划切领域,深圳西斯特科技有限公司有着丰富的切割经验,无论是切割品质还是切割寿命都具有较强的优势,同时在修刀板产品上,也投入了较大研发精力,已获得多家客户认可,欢迎咨询了解!